
QQ在线:
阿里旺旺:

摘 要 : 对辐射管的类型和材质做了归纳 ,阐述了各种辐射管烧嘴供风方式的特点 。对使用辐射管加热技术应注意的问题做了剖析。介绍了各种提高辐射管热效率的途径,对辐射管的设计与选型做了总结。
一 辐射管的型式和材质
1. 1 辐射管的型式
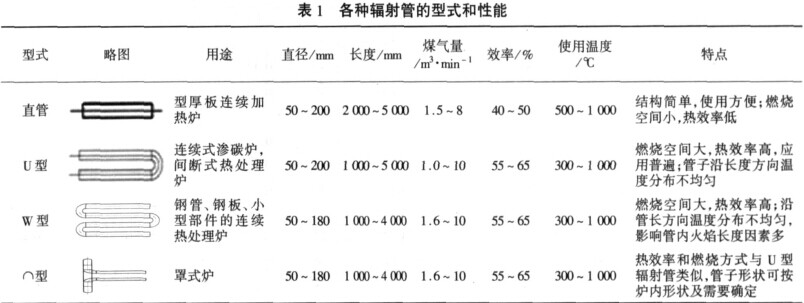
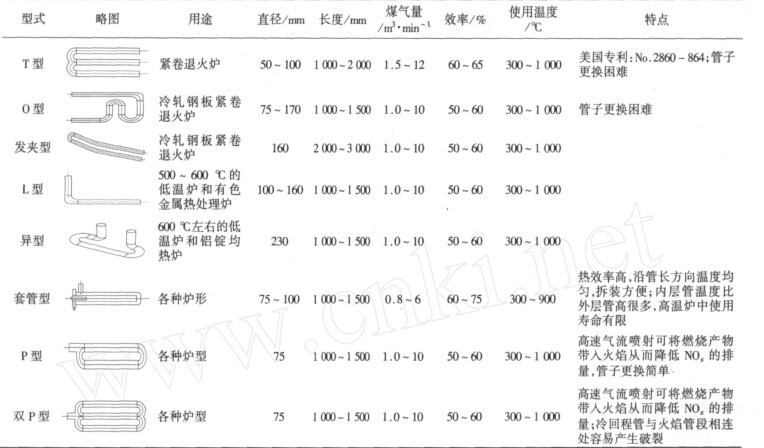
根据炉子内部形状的不同,辐射加热管也设计成各种各样的型式,【上图表 1】 列出了各种有代表性的辐射管型式和性能指标。
1. 2 辐射管的材质
目前国内所生产的辐射管其材质基本上都是耐 热钢 ,通过离心铸造而成。
辐射管壁面温度比炉内被处理工件的温度通常 要高 50~100 ℃,它们都是在相当高的温度下使用的,所以各种耐热钢最高使用温度随着使用条件 、可控气氛种类而变化。
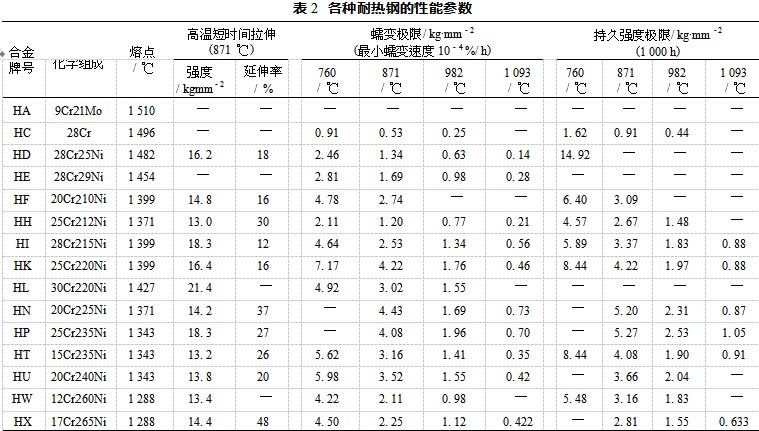
当炉膛温度比较高时 ,耐热铸钢已不能满足工 艺的要求 ,需要选用其它材质来制造辐射管 。目前 国外通过改进辐射管材质以增加使用寿命和提高总 体性能 ,已研究开发了品质更高的进口加热辐射管 ,包括渗铝 低碳无缝钢管 、陶瓷管 ( SiC 管) 、Si2SiC 复合材料等 新型辐射管。各种耐热钢的性能如【下表 2】 所示。在实际生产 中 ,可根据工艺条件选择合适的辐射管用耐热钢的材质。
二 辐射管烧嘴
辐射管靠管内烧嘴喷射燃料燃烧加热,为达到工艺要求,辐射管烧嘴必须使管内壁面温度分布均匀,不产生局部过热。具有良好的火焰稳定性,在较小的空气消耗系数情况下也能稳定燃烧 。在频繁开关的情况下,不至于回火或严重积炭。整个燃烧调节过程中,空气消耗系数相对稳定 。预热器能将助 燃空气预热到 400 ℃以上 。NOx排放浓度低于 80 ×10 - 6,噪声低于70 dB (A)。烧嘴及固定装置的表面温度小于 100 ℃,便于维修,寿命合理。
辐射管烧嘴按照供风方式可分为鼓风式 、吸风 式 、抽吸式和抽鼓式 。鼓风式 : 鼓入空气为助燃空 气 、自然排烟,由于鼓风式管内为正压 ,出于安全考 虑 ,目前已很少使用 。吸风式:助燃空气通过引射风 形成的负压从车间吸入,自然排烟 ,管内为负压 ,目 前使用最普遍 。抽吸式 : 助燃空气通过引射风形成 的负压从车间吸入 ,排烟气风机强制排烟 。较先进 的是抽鼓式 ,鼓入空气为助燃空气 ,排烟风机强制排 烟 ,较传统的吸风式具有很多优点 ,其最突出的优点是空气消耗系数易控制。在一般情况下 ,吸风式辐射管烧嘴空气消耗系 数的波动范围为1.15~1.50 ,而抽鼓式的波动范围为1.05~1.15。
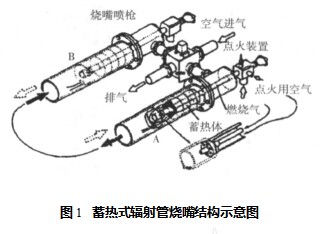
近年来 ,蓄热式 ( HTAC) 燃烧技术兴起 ,为提高 辐射管的燃烧热效率 ,辐射管也开始采用蓄热式烧嘴 。该技术是采用一对蓄热式的烧嘴 ,结构 【如下图】所示 。HTAC 燃烧技术在普通加热炉领域已获得极大的成功 ,并已开始应用在辐射管加热的保护气 氛炉中 ,由于在应用中还存在许多实际问题有待解决 ,故推广速度不快 。但随着问题的解决和设备的改进 ,该技术将在辐射管加热技术领域迎来快速发展。
三 使用辐射管应注意的问题
辐射管在使用过程中最重要的一个技术指标即是辐射管表面温度沿长度方向的均匀性,为满足这个要求,辐射管内煤气与空气混合强度要适当。若混合强度太大,则混合时间太短,火焰短 ,辐射管表面温度的分布就会不均匀; 若混合强度低 ,则混合时间长 ,火焰过长,结果烟气出口处煤气未燃尽,甚至有火焰窜出辐射管的排气口 ,降低了辐射管的热效率 ,且辐射管表面温度的分布也会不均匀。
为解决上述问题,邹琳江等人对辐射管做了实验研究,得出了辐射管表面温度与各操作参数间的关系。为使管壁温度均匀,通常采用交叉流辐射管燃烧方式 。二次空气分成多股细流垂直与燃烧混合物相交,使火焰得以拉长, 尾部燃烧过程得以延续,保证了燃料的完全燃烧,提高辐射管尾部温度。是目前最先进的辐射管燃烧方式。
具体来说,当辐射管热负荷提高时,应增加管子的抽力,反之 ,则应减小管子的抽力;当空气预热温度提高时,应增加辐射管的排烟抽力 ,或适当减少煤气供入量,以保证管壁温度基本不变,延长辐射管的使用寿命;要经常通过调节管子的排烟抽力来调节管子的壁温最高点位置,避免管子局部长时间高温 影响管子的使用寿命。
四 提高辐射管热效率的途径
辐射管燃烧器的热效率是辐射管燃烧器的一项 重要技术性能指标 ,其计算公式为:

式中 :η—辐射管燃烧器热效率 , % Qg —燃料带入的化学热 , kJ / m3
Qa —预热空气带入的物理热 , kJ / m3
Qf —烟气带走的热量 , kJ / m3
从式 (1) 可以看出 ,烟气带走的物理热对辐射管 热效率有很大影响 ,排烟温度与烟气带走的物理热 成正比 。常规辐射管燃烧器若不进行余热回收 ,热 效率只有 30 %~40 % ,若使用空气预热器回收烟气 余热 ,烟气温度每降低 100 ℃, 热效率可提高约 4. 5 %。经 空气预热器后 , 排烟温度一般能降低至
500~600 ℃,热效率提高到 40 %~60 %。应用 XRF2 SG系列蓄热式辐射管燃烧器 ,燃烧系统的热效率可达 91 %以上。目前,进一步的烟气余热回收方式有在烟道内 安装总换热器 ,利用烟气预热带钢 ,利用烟气预热炉 内气体间接预热带钢 ,预热低发热值燃料 ,使用余热 锅炉 ,使用蓄热式烧嘴等 。对以上几种余热回收方 式进行综合利用可将废气排放温度降低到 200 ℃ 以下。
五 辐射管的选型与设计
对于不同型式的的辐射管 ,其所能达到的热负荷也是不同的 ,【下图表 4 】列出了几种不同类型的辐射管所能达到的表面热负荷。

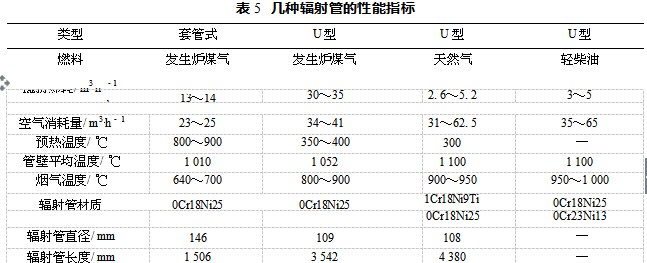
各厂家可根据炉子所需要的加热能力 ,选择合适的辐射管类型 。【下图表 5 】还给出了几种辐射管在实际应用中的性能指标。
长期以来 ,辐射管的设计一直处于经验设计阶 段 ,通过对已投产的辐射管做测试 ,通过热平衡计算的方法得出该型号辐射管的能力 ,并将此经验数据作为下次辐射管设计的依据 。当前,依靠先进的计算机技术 ,可以很容易地计算出辐射管对炉膛的热量传递 。
在日常的工业使用当中可能还会出现各种各样的问题。我们愿意与客户沟通、探讨、并解决辐射加热管方面的问题。盐城宇恒电热科技有限公司从事加热管行业已有十多年了。生产的产品在许多配套厂商使用、经验比较丰富。若有需要的客户可以联系顾经理:133-3892-6938。
盐城宇恒电热科技有限公司专业生产定制,进口电热丝/电阻丝/电炉丝,进口加热器,进口电加热管,进口电热制品,中高端客户电热产品设计服务商!

